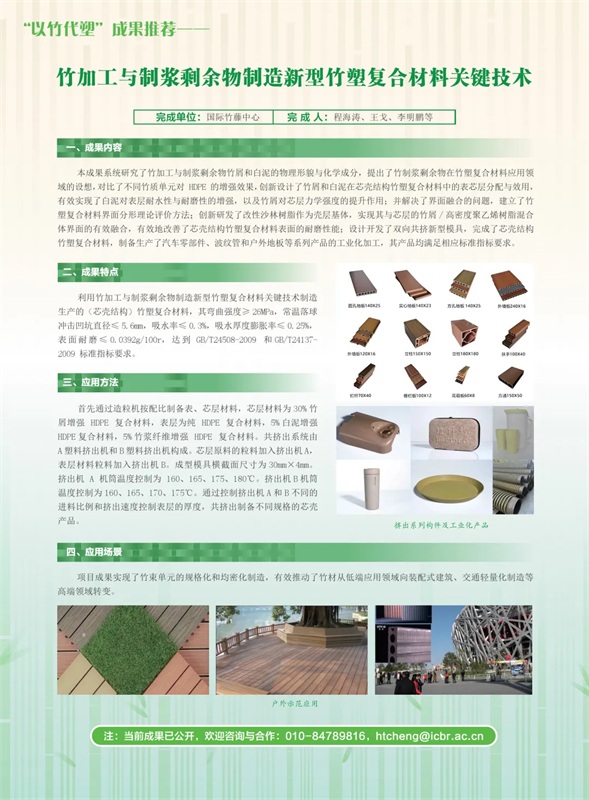
竹加工與制漿剩余物制造新型竹塑復合材料關鍵技術
成果內容
本成果系統研究了竹加工與制漿剩余物竹屑和白泥的物理形貌與化學成分,提出了竹制漿剩余物在竹塑復合材料應用領域的設想,對比了不同竹質單元對 HDPE 的增強效果,創新設計了竹屑和白泥在芯殼結構竹塑復合材料中的表芯層分配與效用,有效實現了白泥對表層耐水性與耐磨性的增強,以及竹屑對芯層力學強度的提升作用;并解決了界面融合的問題,建立了竹塑復合材料界面分形理論評價方法;創新研發了改性沙林樹脂作為殼層基體,實現其與芯層的竹屑/高密度聚乙烯樹脂混合體界面的有效融合,有效地改善了芯殼結構竹塑復合材料表面的耐磨性能;設計開發了雙向共擠新型模具,完成了芯殼結構竹塑復合材料,制備生產了汽車零部件、波紋管和戶外地板等系列產品的工業化加工,其產品均滿足相應標準指標要求。
成果特點
利用竹加工與制漿剩余物制造新型竹塑復合材料關鍵技術制造生產的(芯殼結構)竹塑復合材料,其彎曲強度≥26MPa,常溫落球沖擊凹坑直徑≤5.6mm,吸水率≤0.3%,吸水厚度膨脹率≤0.25%,表面耐磨≤0.0392g/100r,達到 GB/T24508-2009 和GB/T24137-2009 標準指標要求。
應用方法
首先通過造粒機按配比制備表、芯層材料,芯層材料為30%竹屑增強 HDPE 復合材料,表層為純 HDPE 復合材料,5%白泥增強HDPE復合材料,5%竹漿纖維增強 HDPE 復合材料。共擠出系統由A塑料擠出機和B塑料擠出機構成。芯層原料的粒料加入擠出機A,表層材料粒料加入擠出機B。成型模具橫截面尺寸為30mm×4mm。擠出機 A 機筒溫度控制為 160、165、175、180℃。擠出機B機筒溫度控制為160、165、170、175℃。通過控制擠出機A和B不同的進料比例和擠出速度控制表層的厚度,共擠出制備不同規格的芯殼產品。
應用場景
通過竹加工與制漿剩余物制造新型竹塑復合材料關鍵技術產業化的應用,工業化生產芯殼結構竹塑復合產品實現戶外地板等注塑制品、竹纖維波紋管部分替代相應的塑料紙制品,也可作為汽車的內飾注塑制品(B柱零部件)部分替代等塑料制品等的替代,提高竹產品附加值,推動低碳產品市場化應用,減少工業化塑料制品污染,推動“以竹代塑”高質量快速發展。
<button id="kcmck"></button>